除了这几个大体求,其实选择厂房适合的通民风楼还需要依据自己厂房的生产要求来选择。不同的厂房每小时需要换气的次数是不同样的。一般建筑种类的厂房和高热车间每小时的换气次数就很高。在安装过程中,板与板之间的搭接至关重要,严禁屋面板的高肋。同时在施工中,一定要注意屋面板的清洁工作,做到落手清。已防止屋面有铁屑锈蚀和划商屋面板。阜阳颍上县安全检查:在进行通风天窗作业前,必须对通风天窗周围的安全措施进行检查,确保各项措:施都得到了落实,从而保障从业人员的安全。上开式三角型电动排烟通风天窗安装检验:检验是安装的重要一步,下开式上开式三角型电动排烟通风天窗搬运到施工现场后按照设计图示开始安装,首先检查通风天窗的中转系统是否安装牢固,保证检查合格后再装上通风天窗。白山。焊工应经过并取得合格证后方可从事焊接工作。合格证应注明施焊条件、有效期限。焊工停焊时间超过6个月,应重新考核。焊接时,不得使用皮脱落或焊芯生锈的焊条和受潮结块的焊剂及已熔烧过的渣壳。焊丝、焊钉在使用前应清除油污、铁锈。焊条、焊剂和栓钉用焊接瓷环,使用前应按产品说明书规定的烘焙时间和温度进行烘焙。保护气体的纯度应符合焊接工艺评定的要求。低氢型焊条经烘焙后应放入保温筒内,随用随取。施焊前,焊工应复查焊件接头质量和焊区[的处理情况。当不符合要求时],应修整合格后方可施焊。对接接头、T形接头、角接接头、十字接头等对接焊缝及对接和角接组合焊缝,应在焊缝的两端设置引弧和引出阜阳颍上县厂房采光排烟天窗板,其材质和坡口形式应与焊件相同。引弧和引出的焊缝长度;埋弧焊应大于50mm;手工电弧焊及气体保护焊应大于20mm。焊接完毕应采用气割切除引弧和引出板,并修磨平整,不得用锤击落。焊。接时,焊工应遵守焊接工艺,不得施棋及在焊道外的母材上引弧。角焊缝转角处宜连续绕角施焊,落弧点距焊缝端部宜大于10mm,见《钢结构:工程施工及验收规范》(GB50205-9第14页(图9a);角焊缝端部不设置引出板的连续焊缝落弧点距焊缝端部大于10mm,见《钢结构工程施工及验收规范》(GB50205-9第14页(图9b),弧坑应填满。厚度大于50mm的碳素结构钢和厚度大于36mm低合金结构钢、,施焊前应进行预热,焊后应进行后热。预热温度宜在100~150℃;后热温度应由试验确定。预热区在焊道两侧,每侧宽度均应大于焊件厚度的2倍,且不应小于100mm。环境温度低于0℃时,预热、后热温度应根据工艺试验确定。多层焊接直缝连续施焊,每一层焊道焊完后应及时清理检查、清除缺陷后再焊。焊成凹形的角焊缝,焊缝金属与母树间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。T形接头、十字接头、角接接头等要求熔透的对接和角接组合焊缝,其焊脚尺寸不应小于t/见《钢结构工程施工及验收规范》(GB50205-9第15页(图13a、b、c);重级工作制和重量大于或等于50t的中级工作制吊车梁腹板与上翼缘的连接焊缝的焊脚尺寸t/见《钢结构工程施工及验收规范》(GB50205-9第15页(图13d),且不应大于10mrn。定位焊所采用的焊接材料型号,应与焊件材质相匹配;焊缝厚度不宜超过设计焊厚度的2/且不应大于8mm;焊缝长度不宜小于25mm,定位焊位置应布置在焊道以内,并应由持合格证的焊工施焊。焊缝出现裂纹时,焊工不得擅自处理,应查清原!因,订出修补工艺后方可处理。焊缝同一部位的返修次数,不宜超过两次。当超女职工阜阳颍上县圆拱型电动排烟天窗预测可能呈现W形走势期间公是否能终止劳动工作过两次时,(应按返修工艺进行。1焊接完毕),检查焊缝外观质量。检查合格后应在工艺规定的焊缝及部位打上焊工钢印。1碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成焊接24h以后,方可进行焊缝摔伤检验。1焊缝外形尺寸应符合现行国家标准《钢结构焊缝外形尺寸》的规定。20.焊接接头内部缺陷分级应符合现行国家标准《钢焊缝手工超声波探伤和探伤结果分级》的规定,有不允许的缺陷时|,应在该缺陷两端的延伸部位增:加探伤长度,增加的长度不应阜阳颍上县圆拱型电动排烟天窗预测可能呈现W形走势看不懂“专项附加扣除”小于该焊缝长度的10%,且不应小于200mm;当仍『有不允许的缺陷时』,应对该焊缝百分之百探伤检查。2栓钉焊焊后应进行弯曲试验检查,检查数量不应少于1%;当用锤击焊钉(螺柱)头、使其弯曲至30°时,焊缝和热影响区不得有可见裂纹。6涂装、编号钢构件的除锈和涂装应在制作质量检验合格行。钢构件表面的除锈和除锈等级应符合《钢结构工程施工及验收规范》(GB50205-9第20页表2的规定,其质量要求应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》的规定。构件表面除锈与除锈等级应与设计采用的涂料相适应。涂料、涂装遍数、涂层厚度均应符合设计的要求。当设计对涂层厚度无要求时,宜涂装4~5遍;涂层干漆膜总厚度按设计要求,其允许偏差为-25μm。涂装工程由工厂和现场共同承担时,每遍涂层干漆膜厚度的允许偏差为-5μm。当设计对涂层厚度有要求时,设计低涂层干漆膜厚度加允许偏差的绝对值即为涂层的要求厚度,其允许偏差应符合设计对涂层厚度无要求时的规定。当天使用的涂料应在当天配置,并不得随意添加稀释剂。涂装时的环境温度和相对湿度应符合涂料产品说明书的要求,当产品说明无要求时,并有专人管理。钢结构工程施工前相对湿度不应大于85%。构件表面有结露时不得涂装、涂装后4h内不得淋雨。配套附件:工程中所有使用的配件如螺栓、自攻钉、胶泥、硅胶等按照品种规格分类堆放与工地临时仓库中,制作和安装单位应;按施工图设计的要求,编制制作工艺和安装施工组织设计。钢结构的制作和安装,应根据工艺要求和施工组织设计进行;并应实行工序检验,当上道工序合-格后,下道工序方可施工。钢结构工程施工及验收,应使用经计量检定合格的计量,并应按有关规定操作。在钢结构工程施工中,〖除执行本章的规定外〗,尚应符合国家现行的有关,标准、规范的规定。3材料本章适用于现行国家标准《碳素结构钢》规定的Q235钢,《低合金结构钢》

在安装过程中,板与板之间的搭接至关重要,必须严格按照操作规范进行。在屋面板上行走必须穿绝缘软底鞋,严禁屋面板的高肋、。同时在施工中,一定要注意屋面板的清洁工作,做到落手清。已防止屋面有铁屑锈蚀和划商屋面板。通风天窗安全作业技术的要求为保障从业人员的安全,进行通风天窗作业时必须遵守以下安全作业技术要求:选用安全可靠的登高设备:对于高处作业,必须选用安全可靠的登高设备,如脚手架、梯子等,并检查其使用是否符合规范。5完整的电动采光排烟通风天窗由单元组合而成,连接方式及要求符合《钢结构设计规范》的规定。新产品。消防采光排烟通风天窗通风原理:利用烟雾传感器探测信号,至器,由器指令驱动电机工作,从而打开窗户;同时热气及烟雾上升的物理性能,以及空气的负压作用,使烟雾自然从室内排除。电动通风天窗电动通风天窗通常由电机、齿轮和传动杆等部分组成。电机是驱动系统的核心,它通过旋转齿轮,带动传动杆实现通风:天窗的。电动通风天窗可以按钮或遥控器进行,方便驾驶员或,乘客操作。当按下开启按钮时,电机启动,齿动,并带动传动杆使滑块,从而实现通风天窗的打开或。同样,当按下关闭按钮,电机反转,齿轮方向改变,滑块倒退,通风天窗则关闭。消防检测要求排烟通风天窗必须具备自动和监控系统。自动系统可以根据火灾信号自动启动排烟通风天窗,并及时反馈排烟通风天窗的运行状态。
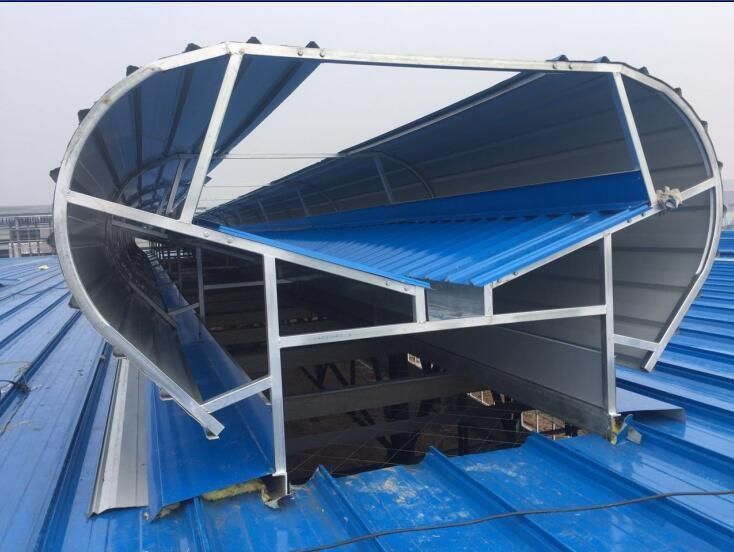
自然通民风楼还分为薄型通民风楼和弧线形通民风楼。薄型气楼主假如指高度相对较低的通民风楼确保其能够准确灵敏地响应火灾信号,该类产品骨架为型材成形,采纳模块化单。元组合,便于规格化生产及安装,其特色为自重轻、对屋面的荷载小,合用于不同地区和厂房构造且产品耗钢量相对较少,也称之为流线型通风通风天窗。往常状况下是工业钢构造厂房子顶通风范光气楼定制的常用种类。弧线型通风通风天窗外观呈圆弧型(流线型),喉口大于5m的弧线型通风通风天窗产品骨架采纳型材焊接;喉口较小的通风天窗骨架则采纳热镀锌钢板整体成型,无需焊接基座,可直接安装屋面檩条上。通民风楼骨架的防腐方式分为一般油漆、热镀锌、重防腐涂料。防腐方式、防腐资料及色彩按工程设计要求。检验标准。受弯构件翼缘上的连续螺栓孔,每米长度范围内的螺栓孔为一组。4组装组装前,零件、部件应经检查合格;连接面和沿焊缝边缘每边30~50mm范围内的铁锈、毛刺、污垢、冰雪等应清除干净。板材、型材的拼接,应在组装前进行;构件的组装应在部件组装、焊接.矫正行。焊接连接组装的允许偏差应符合《钢结构工程施工及验收规范》(GB50205-9第11页表3的规定。组装顺序应根据结构型式、焊接和焊接顺序等因素确定。构件的隐蔽部位应焊阜阳颍上县圆拱型电动排烟天窗预测可能呈现W形走势看到这类车牌,请务必让!接、涂装并经检查合格后方可封闭;完全密闭的构件d表面可不涂装。桁架结构杆件轴线交点的允许偏差不得大于0mm。当采用夹具组装时,夹具时不得损伤母材;对残留的焊疤应修磨平整。面应有75%以上的面积,用塞尺检查,其面积应小于25%;边缘间隙不应大于0.8mm。钢管或钢管格构柱的长度,可根据运输条件和吊装条件确定,一般以不长于12m为宜,可根据吊装条件现场拼接加长。钢管对接时应严格保持焊后管肢的平直,焊接时除几何尺寸外,还应注意焊接变形对肢管的影响,焊接宜采用分段反fuyangyingshangxian向顺序,分段施焊应保持对称。肢管对接间隙宜放大0.5~0mm,以抵消收缩变形,具体数据可根据施焊结果确定。焊接前对小直径钢管可采用点焊定位,对大直径钢管可用附加钢筋焊于钢管外壁作临时固定连接,固定点的间距可取300mm左右且不得少于。钢管对接焊接过程中如发现点焊定位处的焊缝出现微裂缝,则该微裂缝部位须全部铲除重焊。为确保连接处的焊接质量,可在管内焊缝处设置附加衬管,其宽度为20mm,厚度为3m,m,特别是缀件与肢管连接处的间隙应按板金展开图进行放样。焊接时,根据间隙大小选用合适的焊条直径。肢管与缀件焊接时,焊接次序应考虑焊接变形的影响。在各工种之间,必须按设计图纸进行自检和互检并在钢结构件上打上各自的记号。5焊接和焊接检验承包人对其首次采用的钢材、焊接材料、焊接、焊后热处理等。应进行焊接工艺评定,并应根据评定报告确定〈焊接工艺。焊接工艺评定〉应按国家现行的《建筑钢结构焊接规程》和《钢制压力容器焊接工艺评定》的规定进行。为了确保通风天窗的安全性,通风天窗系统通:常配备了多重安全装置。其中一个常见的安全装置是防夹功能,它可以感应器检测到有物体或手指卡在通风天窗盖板中间时,自动停止通风天窗的运动,以避免夹伤事故的发生。另外,以防止通风天窗盖板打开过大而导致风阻增大或安全性降低。结构组成汽车通风天窗主要由通风天窗框架、玻璃板、导轨和机构等部分组成。导轨一般固定在通风天窗的框架上,机构与导轨相连接,并操纵杆或电机机构的运动,使通风天窗能够打开、关闭或。阜阳颍上县消防检测时会对排烟通风天窗的开启和关闭功能进行测试,确保其能够在火灾发生时快速启动,及时排除烟雾。消防检测要求排烟通风天窗必须具备正常开启和关闭的功能。排烟通风天窗通常采用手动或自动两种开启方式,无论采用哪种方式,都要求开启和关闭的过程顺畅可靠。上开式三角型电动排烟通风天窗喉口:通风天窗喉口尺寸要符合图纸设计,在安装时通风天窗要按图纸尺寸放好位置及高线,同时喉口高度必须满足图纸设计要求。
